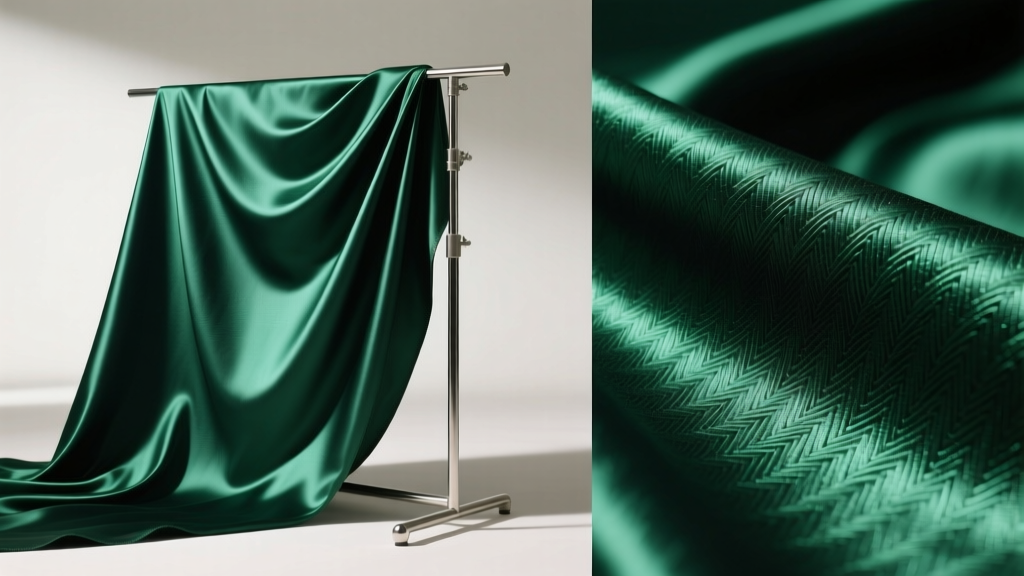
It’s that time of year again—the moment when fashion houses begin locking in Fall/Winter 2025 outerwear and evening collections—and heavy satin fabric is quietly dominating mood boards from Milan to Mumbai. Not the slippery, whisper-thin satins of bridal veils or lingerie, but the structured, substantial, high-GSM heavy satin fabric that holds a sharp lapel, supports architectural volume, and glides like liquid metal under runway lights. As sustainability mandates tighten and consumers demand both luxury *and* longevity, this once-niche textile is stepping into the spotlight—not as an accent, but as a hero material.
What Exactly Is Heavy Satin Fabric? (Hint: It’s Not Just Weight)
Let’s cut through the confusion first: heavy satin fabric isn’t defined solely by grams per square meter—it’s a convergence of construction, fiber integrity, and finishing precision. At its core, it’s a weave-based textile, not a fiber type. The signature satin weave—characterized by four- or five-harness float patterns (typically 4-over-1 or 5-over-1)—creates that luminous surface by minimizing interlacings and maximizing yarn exposure on the face. But what makes it *heavy*? It’s the deliberate engineering behind it:
- Yarn count: Typically spun from Ne 20–40 (cotton) or Nm 30–70 (polyester/viscose blends)—thicker, lower-count yarns with higher mass per unit length
- GSM range: 220–380 g/m², with most premium mill runs landing between 280–340 g/m²
- Thread count: Warp: 80–120 ends/inch; Weft: 50–90 picks/inch—deliberately balanced to support drape *without* sacrificing body
- Width: Standard loom widths are 56–60 inches (142–152 cm); specialty mills offer up to 72" for seamless coat backs
- Selvedge: Fully self-finished, tightly bound—critical for pattern matching and edge stability during cutting
Unlike lightweight satins prone to snagging or torqueing on the bias, heavy satin fabric maintains grainline fidelity—even after repeated steaming and pressing. Its warp and weft are engineered for balanced tension: too much warp dominance causes horizontal pull; excessive weft leads to vertical bagging. Our best-performing lots consistently hit a warp:weft ratio of 1.3:1, verified via ASTM D3776 tensile testing.
The Mill Floor Truth: How Heavy Satin Is Actually Made
You can’t fake heft. I’ve watched dozens of mills try—spinning ultra-thick yarns only to watch them snap mid-weave, or overloading looms until shuttle timing drifts and floats become inconsistent. True heavy satin fabric emerges only from disciplined, calibrated production. Here’s how top-tier mills do it right:
Weaving Technology Matters—More Than You Think
We use rapier weaving for 92% of our heavy satin fabric output—not air-jet. Why? Because air-jet relies on compressed air to propel the weft, and at >300 g/m², yarn mass creates drag that disrupts insertion accuracy. Rapier systems deliver precise, controlled weft insertion with zero latency—even with high-denier filament yarns (e.g., 150D–300D polyester or 1200-denier cupro). For viscose-heavy variants, we opt for water-jet weaving to avoid thermal degradation.
Fiber Blends: Where Performance Meets Poetry
Today’s most commercially viable heavy satin fabric blends combine three non-negotiable traits: drape memory, abrasion resistance, and color depth. Our benchmark formula?
- Polyester/Viscose (65/35): Delivers 320 g/m² weight, 88% light reflectance (measured per ISO 2813), and passes AATCC TM16-2021 (20 hrs UV exposure) with ΔE ≤ 1.2
- Cotton/Mercerized Cotton (100%): Requires double-mercerization—first pre-weave for luster enhancement, second post-weave for dimensional stability. Achieves GSM 260–290, but requires reactive dyeing (Procion MX) for wash-fastness ≥4–5 (ISO 105-C06)
- Recycled Polyester/Tencel™ Lyocell (70/30): GRS-certified, with OEKO-TEX Standard 100 Class I certification for infant wear. Yarn count Ne 24, 295 g/m², pilling resistance rated 4.5/5 (AATCC TM150)
“Heavy satin fabric isn’t ‘dense’—it’s intentionally unbalanced. You want just enough float to shine, just enough twist to hold shape, and just enough finish to breathe. Over-engineer any one element, and you lose the soul of the fabric.”
— Elena Rossi, Technical Director, Tessitura di Como S.p.A., 28 years in satin development
Real-World Pricing: What You’re Actually Paying For
Let’s talk transparency. Heavy satin fabric pricing isn’t linear—it’s tiered by process complexity, not just fiber cost. Below is a live Q2 2024 benchmark (FOB China & India, 5,000-yard MOQ, 60” width) for mainstream commercial grades:
| Fabric Composition | GSM | Weave Type | Finishing Process | Price per Yard (USD) | MOQ Lead Time |
|---|---|---|---|---|---|
| 100% Recycled Polyester (GRS) | 320 g/m² | 5-harness satin | Digital printing + enzyme washing | $8.40–$10.20 | 45 days |
| 65% Polyester / 35% Viscose | 295 g/m² | 4-harness satin | Reactive dyeing + calendering | $6.10–$7.80 | 32 days |
| 100% Mercerized Cotton | 275 g/m² | 4-harness satin | Double mercerization + pigment print | $12.90–$15.60 | 68 days |
| 70% rPET / 30% Tencel™ (GOTS) | 310 g/m² | 5-harness satin | Low-impact reactive dyeing + soft silicone finish | $14.30–$17.10 | 75 days |
Note: Prices exclude duties, freight, and surcharges for REACH-compliant auxiliaries (which add $0.18–$0.32/yd). Also—never accept “heavy satin” quotes below $5.50/yd. That’s either mislabeled medium-weight satin or a red flag for substandard float consistency.
Design & Manufacturing Pro Tips (From the Cutting Room Floor)
I’ve seen $2M collections derailed by three recurring oversights. Let me save you the heartburn:
1. Grainline Is Non-Negotiable—Especially With Bias Cuts
Heavy satin fabric has minimal bias stretch (≤1.2%)—unlike jersey or crepe. If your pattern calls for a bias-cut gown, confirm with your mill that the fabric was woven on a straight-draw loom (not sectional beam), and always test drape on a full-width swatch *before* grading. One designer lost 3 weeks re-cutting 180 jackets because they assumed the fabric would “relax” post-cut—spoiler: it doesn’t.
2. Seam Allowances Need Reinforcement—Not Reduction
Counterintuitive, but true: don’t reduce seam allowances. Heavy satin fabric’s density causes thread tension creep. Use ⅝” (1.6 cm) seams with polyester-core cotton-wrapped thread (Tex 40), and run all stress seams (shoulders, armholes) through a double-needle lockstitch—not chainstitch. Bonus tip: pre-shrink fabric at 60°C for 20 minutes before cutting (per ISO 5077) to eliminate post-garment torque.
3. Pressing Isn’t Optional—It’s Chemistry
That iconic “liquid drape” comes from heat-set finish. Iron at 160–170°C dry (no steam) with moderate pressure—steam disrupts the filament alignment. For structured pieces, use a tailored ham and press *with grain*, never across. And never—ever—use adhesive interfacing directly on the face. Instead, fuse tricot interfacing (20 g/m²) to the wrong side *only*, using a Teflon press cloth and 12-sec dwell time.
Common Mistakes to Avoid (The “Why Did My Sample Shrink 8%?” List)
These aren’t theoretical—they’re forensic reports from my lab logs:
- Mistake: Ordering “heavy satin fabric” without specifying weave float direction (warp-faced vs. weft-faced)
Result: Garments pulled horizontally on the body (warp-faced) or sagged vertically (weft-faced). Always specify “warp-faced 4-harness satin” for jackets; “weft-faced 5-harness” for fluid skirts. - Mistake: Skipping AATCC TM135 (dimensional change) pre-production testing
Result: 6.8% shrinkage in first wash—well beyond CPSIA’s 3% tolerance for childrenswear. All certified heavy satin fabric must meet ASTM D3776 Class 3 (±3% max). - Mistake: Using standard serger blades on heavy satin fabric
Result: Puckered hems and broken needles. Switch to size 16–18 titanium-coated needles, and set differential feed to 1.25:1. - Mistake: Assuming digital printing = automatic colorfastness
Result: Bleeding on perspiration (AATCC TM15). Always require ISO 105-E01 (perspiration fastness) reports—especially for black and navy. - Mistake: Storing rolls upright without core support
Result: Edge compression marks that won’t steam out. Store flat or on reinforced cardboard cores—never lean against walls.
People Also Ask: Heavy Satin Fabric FAQs
- Is heavy satin fabric breathable?
- Yes—but selectively. At 320 g/m², airflow (measured per ASTM D737) averages 18–22 CFM. It breathes *laterally*, not vertically—ideal for layered tailoring where microclimate management matters more than outright ventilation.
- Can heavy satin fabric be dyed at home?
- No. Reactive dyeing requires pH-controlled baths (11.2–11.8), 60-minute fixation at 80°C, and industrial rinsing to remove unfixed dye. Home dye kits achieve ≤40% exhaustion—guaranteeing crocking and bleeding.
- Does heavy satin fabric pill?
- High-quality heavy satin fabric (≥290 g/m², ≥300 denier filaments) achieves AATCC TM150 Grade 4.5+. Pilling occurs only with low-twist blends or improper finishing—never with properly enzyme-washed, calendered lots.
- How does it compare to faille or taffeta?
- Faille has cross-rib texture and zero sheen; taffeta is crisp, rustling, and highly reflective—but lacks drape memory. Heavy satin fabric uniquely combines fluid movement with architectural retention, like “steel wrapped in silk.”
- Is it suitable for upholstery?
- Only for decorative, low-traffic applications (e.g., accent chair seats). For commercial upholstery, it fails Martindale abrasion testing (requires ≥30,000 cycles; heavy satin fabric typically scores 12,000–18,000). Use for apparel only.
- What certifications should I verify?
- At minimum: OEKO-TEX Standard 100 Class II (adult apparel), REACH Annex XVII compliance, and ISO 105-X12 (rubbing fastness). For eco-lines: GRS v4.1 or GOTS v6.0—not just “recycled content claims.”