5 Pain Points Every Designer Faces With Woven or Knitted Material
- You specify a “lightweight cotton jersey”—but receive a fabric that pills after three washes and stretches 30% sideways (not 15% as promised).
- Your garment samples drape beautifully in the studio—but shrink 8% after industrial washing because the woven or knitted material wasn’t pre-shrunk to ASTM D3776 standards.
- A supplier labels fabric as “organic cotton”—yet it fails OEKO-TEX Standard 100 Class II testing due to residual formaldehyde from improper reactive dyeing.
- You choose a 220 gsm double-knit for structured blazers—only to discover its crosswise recovery is just 62%, causing unsightly sagging at the elbows.
- Your tech pack calls for “4-way stretch,” but the warp-knitted fabric delivered has zero lengthwise elasticity—because you didn’t verify the machine type (circular vs. tricot) or yarn architecture.
If any of these sound familiar—you’re not mis-sourcing. You’re missing the foundational language of woven or knitted material. Let me explain—not as a textbook, but as someone who’s run a textile mill in Coimbatore for 18 years, spun yarns in Lancashire, and rejected 12,400+ fabric rolls on inspection docks from Dhaka to Denim City.
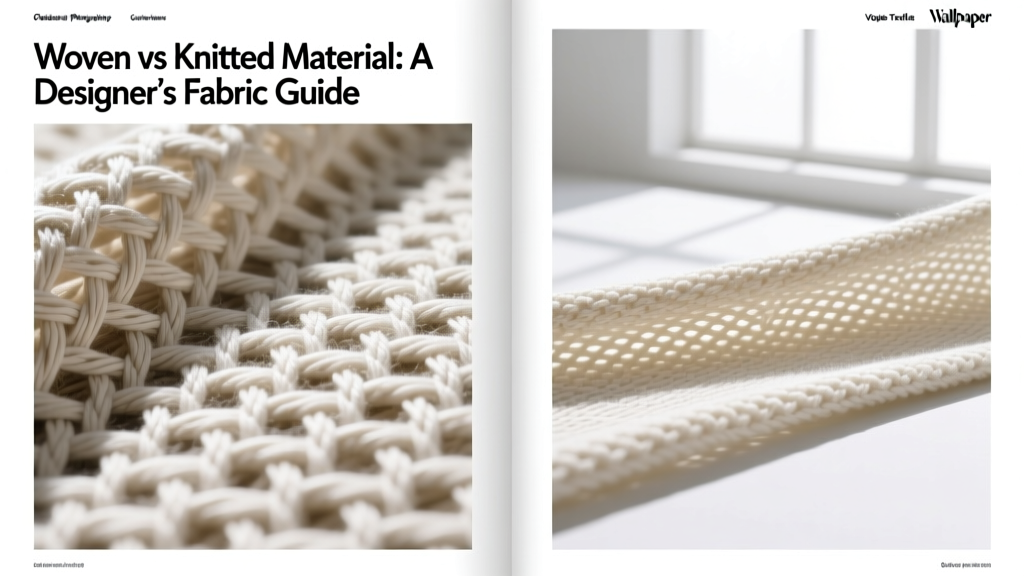
What Makes a Fabric Woven—or Knitted? (It’s All About the Loop)
Think of weaving like interlacing two sets of strings on a loom: vertical warp yarns (held under tension) crossed by horizontal weft yarns (shuttled back and forth). This creates a stable, grid-like structure—like a woven basket. Woven fabrics have minimal natural stretch (typically <5% unless elastane is added), predictable grainlines (lengthwise grain = warp, crosswise grain = weft), and clean, sharp edges.
Knitting, by contrast, is built loop-by-loop—like hand-crocheting with one continuous thread. Each loop interlocks with the one above and below. That’s why knits inherently stretch: pull a jersey horizontally and the loops unfold; release, and they snap back. Circular knitting machines produce seamless tubes (T-shirts, leggings); warp knitting machines (like Raschel or Tricot) make stable, non-runnable fabrics (swimwear, lace, technical mesh).
"A woven fabric is a disciplined parliament—every yarn knows its seat and stays put. A knitted fabric is a jazz ensemble—each loop improvises within structure, delivering drape, stretch, and resilience no loom can replicate." — Rajiv Mehta, Mill Director, Tamil Nadu Textiles Group
Key Structural Differences at a Glance
- Woven: Warp + weft yarns; fixed geometry; selvedge present (self-finished edge, ~0.5–1.2 cm wide); grainline critical for pattern alignment; minimal bias stretch (usually <2%)
- Knitted: Interlocking loops; directional stretch (often >15% widthwise, <5% lengthwise for single jersey); no true selvedge—edges curl or require overlock; grainline less rigid but rib direction matters (e.g., 1x1 rib vs. 2x2 rib affects recovery)
Performance Comparison: When to Choose Woven or Knitted Material
Selection isn’t about ‘better’—it’s about fit-for-purpose physics. Here’s how top-performing fabrics stack up across 12 measurable properties:
| Property | Typical Woven (e.g., 100% Cotton Poplin, 120 gsm) | Typical Knit (e.g., Single Jersey, 160 gsm) | Why It Matters |
|---|---|---|---|
| Stretch Recovery (AATCC 131) | Warp: 98% | Weft: 95% | Widthwise: 85% | Lengthwise: 62% | Low recovery in knits causes bagging at knees/waist; high recovery in wovens ensures crisp collars hold shape. |
| Drape Coefficient (ASTM D1388) | 28–35 (stiff, structured) | 52–68 (fluid, soft fall) | High drape = ideal for bias-cut dresses; low drape = essential for tailored jackets. |
| Pilling Resistance (ISO 12945-2) | 4–5 (excellent) | 2–3 (moderate—improves with enzyme washing) | Jerseys pill faster than twills; pilling grade 3 means visible pills after 5,000 cycles. |
| Dimensional Stability (Shrinkage, ISO 6330) | Warp: 1.2% | Weft: 1.8% (pre-shrunk) | Width: 5.5% | Length: 7.2% (un-pre-shrunk jersey) | Uncontrolled shrinkage ruins fit—and triggers costly reworks. Always demand shrinkage reports per ISO 6330 Cycle 4A. |
| Colorfastness to Washing (AATCC 61) | 4–5 (excellent with reactive dyeing) | 3–4 (depends on fiber blend & dye method) | Grade 3 = slight staining on adjacent fabric; Grade 4 = minor staining. GOTS-certified reactive dyes hit Grade 4–5 consistently. |
| Hand Feel (Measured in mN/mm²) | 120–180 (crisp, substantial) | 45–75 (soft, supple) | Lower values = softer feel. A 50 gsm silk georgette feels lighter than a 200 gsm wool gabardine—but both are woven. |
How Manufacturing Method Shapes Performance
Not all wovens are created equal—and neither are knits. The machinery defines the fabric’s soul.
Woven Fabric Production Pathways
- Air-jet weaving: Blasts weft yarns at 1,200–1,800 m/min. Ideal for fine-count cottons (Ne 60–100) and synthetics. Produces high-density fabrics (e.g., 150 x 130 thread count poplin) with excellent dimensional stability—but limited to filament or strong staple fibers.
- Rapier weaving: Uses mechanical grippers. Handles delicate yarns (e.g., Tencel™ Lyocell Ne 30–50) and textured blends. Enables complex dobby and jacquard patterns—critical for fashion-forward shirting and upholstery.
- Mercerization: Caustic soda treatment under tension. Boosts luster, strength (+20%), dye affinity, and reduces shrinkage. Mandatory for premium cotton shirting (e.g., 100% cotton broadcloth, 144 gsm, 120 x 70 thread count).
Knitted Fabric Production Pathways
- Circular knitting: Produces tubular jersey, interlock, and pique. Speed: 25–45 rpm. Yarn count range: Ne 20–40 for cotton; Nm 30–60 for wool. Key spec: courses per inch (CPI) and wales per inch (WPI)—e.g., 32 CPI × 28 WPI = medium-weight stable jersey.
- Warp knitting (Raschel): Creates lace, swimwear, and technical mesh. Zero run-down—critical for activewear. Uses guide bars to lay yarns parallel; loops form vertically. Enables 4-way stretch when spandex (15–20% Lycra®) is integrated into both warp and weft directions.
- Enzyme washing: Cellulase treatment for cotton knits. Removes surface fuzz, improves softness (+35% hand feel score), and reduces pilling (boosts ISO 12945 rating by 0.8 points). Required for premium athleisure.
Here’s what to request from suppliers: machine type, yarn count (Ne/Nm), fabric width (standard: 150–160 cm for wovens; 170–180 cm for circular knits), GSM (grams per square meter), and selvedge type (self-finished, tape-edged, or cut-edge). Never accept “medium weight” or “soft hand” without numbers.
Quality Inspection Points: What to Check Before Cutting
I’ve walked factory floors where 1 in 3 rolls failed basic checks—even with certified mills. Don’t rely on certificates alone. Inspect every shipment using this 7-point checklist:
- Width consistency: Measure at 3 points (selvedge-to-selvedge) across 10 meters. Acceptable variance: ±0.5 cm for wovens; ±1.0 cm for knits. Deviation >1.5 cm causes marker inefficiency and fabric waste.
- Grainline alignment: Fold fabric selvage-to-selvedge. If edges don’t match perfectly, grain is skewed. Maximum allowable skew: 1.5% for wovens; 2.5% for knits. Skew >3% = distorted seams and twisted hems.
- Shade banding: Unroll 3 meters under D65 daylight lamp. Look for subtle color shifts every 10–15 meters—especially in digitally printed knits. Banding indicates inconsistent dye bath temperature or inkjet head calibration.
- Yarn irregularity (Uster %): Request Uster Report. For Ne 30 cotton, acceptable CV% = 12.5–14.5. >16% = visible slubs, thin places, and seam puckering risk.
- Print registration: On patterned fabrics, overlay two layers and check motif alignment. Tolerance: ±0.3 mm for digital prints; ±0.8 mm for screen prints. Misregistration ruins plackets and pocket placements.
- Finish durability: Rub 10x with white cotton cloth (AATCC TM8). Check for color transfer. Grade 4 = acceptable for light-colored garments; Grade 3 requires re-finishing.
- Construction integrity: Stretch knit fabric 20% widthwise and hold for 10 sec. Release—recovery should be ≥80% within 30 sec. For wovens, pinch 5 cm of fabric and twist 360°—no broken yarns or popping sounds.
Pro tip: Always test three random rolls per order—not just the first. Variability spikes after roll #5 on many Asian knitting lines due to yarn tension drift.
Design & Sourcing Best Practices
Now let’s translate specs into action—whether you’re sketching a draped silk gown or sourcing 50,000 units of performance polo shirts.
For Designers: Matching Fabric to Silhouette
- Structured tailoring (blazers, trousers): Choose wovens—twill (220–280 gsm), gabardine (240 gsm, 130 x 70 thread count), or wool crepe (180 gsm). Grainline must align precisely with pattern markings. Use lengthwise grain for center fronts/back.
- Fluid draping (maxi dresses, scarves): Opt for lightweight wovens (silk chiffon: 8–10 momme; rayon georgette: 75–85 gsm) or stable knits (double-knit: 260–300 gsm, 75% recovery). Avoid single jersey for long skirts—it lacks body and snags easily.
- Activewear & intimates: Prioritize warp-knitted fabrics (e.g., nylon-spandex Raschel, 210 gsm, 4-way stretch, UPF 50+). Verify REACH-compliant spandex—cheap alternatives degrade after 15 washes.
- Sustainable sourcing: Demand full chain-of-custody documentation. GOTS requires ≥95% organic fiber + strict wastewater controls. GRS mandates ≥20% recycled content + third-party traceability. BCI focuses on conventional cotton farming ethics—not fiber purity.
For Garment Manufacturers: Reducing Cut & Sew Waste
- Wovens: Maximize marker efficiency by ordering standard widths (150 cm or 160 cm). Narrow widths (110 cm) increase fabric consumption by 12–18%.
- Knits: Account for relaxation shrinkage—cut panels 3–5% larger than final dimensions, then steam-set before sewing. Circular knits relax more than warp knits.
- Always confirm minimum order quantities (MOQs): Wovens often MOQ 300–500 meters; knits 800–1,200 kg. Smaller runs cost 18–22% more per meter/kg.
Frequently Asked Questions
Can I substitute a woven fabric for a knitted one—or vice versa—in my tech pack?
No—not without redesign. Wovens lack inherent stretch; substituting them for knits forces ease adjustments, seam allowances, and fit corrections. A 160 gsm jersey cannot replace a 160 gsm poplin without altering every pattern piece, grading, and construction method.
Is “stretch cotton” always a knit?
No. Many wovens contain 2–5% spandex (e.g., stretch denim: 98% cotton / 2% elastane, 320 gsm, 110 x 75 thread count). These retain woven structure but gain controlled give—ideal for fitted chinos or shirting with movement.
Why does my digital print look sharper on woven than on knit?
Wovens have tighter, flatter surfaces (e.g., 144 x 72 thread count cambric) that hold ink precisely. Knits have inherent texture and loft—especially single jersey—which diffuses ink droplets. For crisp prints on knits, choose interlock or double-knit (GSM ≥220) and request high-resolution RIP software calibration.
How do I verify if a fabric meets CPSIA or REACH requirements?
Request full test reports—not just certificates—from an ISO/IEC 17025-accredited lab (e.g., Bureau Veritas, SGS, Intertek). Key tests: lead & phthalates (CPSIA), SVHC screening (REACH), formaldehyde (ISO 14184-1), and azo dyes (EN 14362). Reports must list batch numbers and test dates matching your shipment.
Does thread count matter for knits?
No—thread count is a woven-only metric. For knits, use courses per inch (CPI) and wales per inch (WPI). A 30 CPI × 26 WPI single jersey behaves very differently than a 42 CPI × 38 WPI pique—even at identical GSM.
What’s the most common cause of seam slippage in wovens?
Inadequate seam allowance combined with low yarn density. Seam slippage (ASTM D434) occurs when warp/weft yarns pull apart at stitch holes. Fix: increase seam allowance to 1.2 cm, use lockstitch with 8–10 SPI, and select fabrics with ≥120 thread count in the direction of stress (e.g., 130 warp x 70 weft for side seams).